+86-731-89578196
+86-731-89578196 
High-purity praseodymium ingots are produced using vacuum induction melting (VIM) or electron beam melting (EBM) to achieve uniform composition and high density. Each batch undergoes detailed chemical analysis using GDMS, ICP-MS, and ONH testing to confirm purity, elemental composition, and trace impurity levels before further processing.

Solid praseodymium ingots are hot-forged into billets to refine the grain structure and improve workability. These billets are subsequently hot-rolled into intermediate slabs, creating a dense, homogeneous structure suitable for precision cold rolling.
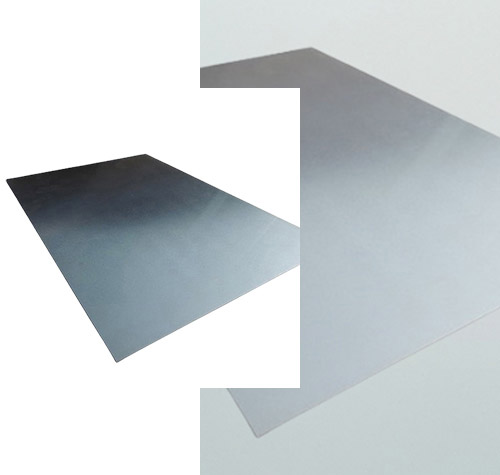
The slabs are cold-rolled through multiple passes to reach the target thickness with tight dimensional tolerance. Typical thickness range:
- Foils — as thin as 20 µm
- Sheets — up to 40 mm
During this stage, intermediate annealing may be performed to relieve internal stresses, maintain ductility, and ensure consistent flatness, especially for ultra-thin foil production.
The rolled praseodymium material is cut, slit, or trimmed to customer-specified dimensions using precision machining.
Optional edge deburring and surface polishing are applied to achieve smooth edges and a uniform metallic surface required for research and coating applications.
Each foil undergoes strict inspection for thickness accuracy, flatness, and surface integrity. Approved foils are ultrasonically cleaned to remove residual dust, oil, or contaminants, ensuring readiness for high-vacuum and high-purity applications.
Finished foils are vacuum-sealed in moisture-proof bags and placed in shock-resistant cartons to prevent oxidation or mechanical damage during transit. Every shipment is accompanied by a Certificate of Analysis (COA), packing list, and relevant documentation to ensure full traceability and customer confidence.