+86-731-89578196
+86-731-89578196 
Pure dysprosium metal (often from rare-earth oxide precursors) is refined by methods such as reduction (e.g. with calcium or lithium) and further purified via sublimation, crystallization, or other high-purity techniques to remove impurities.
The purified dysprosium is melted in an inert or vacuum atmosphere, then cast into ingots or billets. These serve as the starting stock for both rods and wires.
The ingot or billet is heated and subjected to hot working (for example hot rolling or forging) to break down the casting structure, improve homogeneity, refine grain structure, and reduce cross-section toward rod dimensions.
- Rod: After hot working, rods are further sized via rolling or swaging, achieving required diameter and tolerances. Minimal cold working may be involved.
- Wire: For wire, this step transitions into significant cold working (drawing), with multi-pass drawing through dies to reduce diameter in stages.
Periodic annealing (controlled heating and cooling) is applied to relieve internal stresses, restore ductility, and avoid brittleness — especially critical for wire after heavy deformation.
Both rod and wire undergo surface treatment to remove oxide scale, defects, or roughness. Polishing, grinding, or chemical cleaning finish the surface. Dimensional checks, purity/chemical analysis, and structural inspection are done to ensure quality.
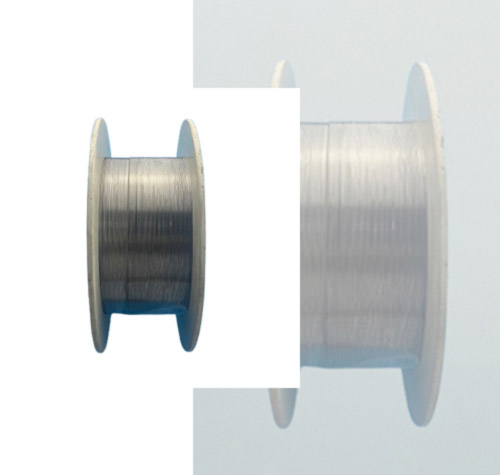
The final product is cut or wire wound to customer-specified lengths or coil size. Packaging is done under protective conditions (e.g. inert gas, vacuum, sealed) to avoid contamination. Final quality assurance includes verifying dimensional tolerances, mechanical properties, and chemical purity before shipment.