+86-731-89578196
+86-731-89578196 
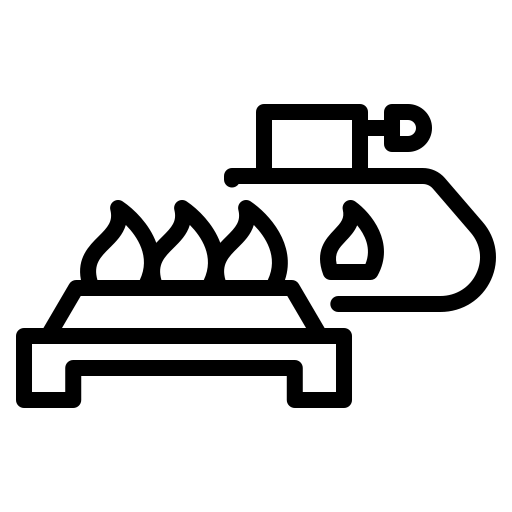
The process begins by melting high-purity holmium metal under inert atmosphere or vacuum to avoid contamination and oxidation. The molten metal is then cast into ingots of suitable size and geometry, forming the initial bulk material from which foils will later be rolled.
The ingots undergo homogenisation (heat treatment) to reduce internal stresses and achieve a uniform microstructure. Surface cleaning and removal of any scale or oxide layer are performed to prepare the ingot surface for further deformation, ensuring uniform foil quality.
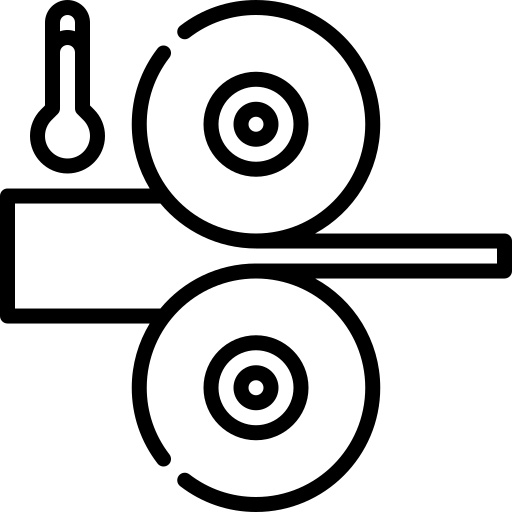
The homogenised ingot is hot-rolled at elevated temperature to reduce its thickness and form an intermediate sheet or plate. This step ensures ductility for further processing and helps refine the grain structure for improved consistency.
After hot-rolled intermediate sheet, the material is further cold-rolled in multiple passes to reduce thickness to the target foil gauge. During this stage, precise thickness control and surface finish are achieved by controlling roll speed, gap, and the number of passes.
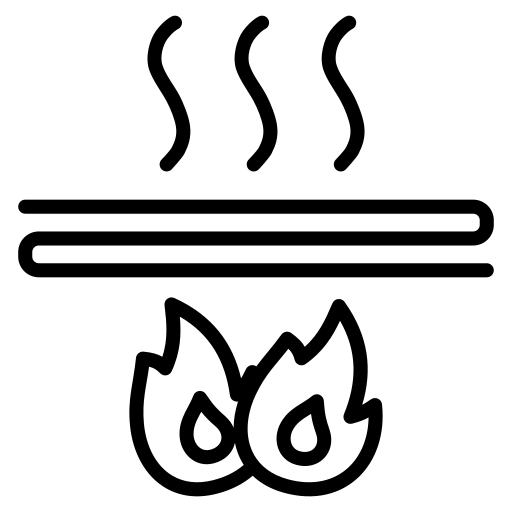
To restore ductility, relieve strain hardening from rolling, and improve flatness and surface quality, the foils are annealed under controlled atmosphere. This step ensures the foil exhibits consistent mechanical behaviour and surface condition.
The finished foil is trimmed to specified widths and lengths, surface-cleaned, and any edge irregularities are removed. A full set of quality inspections is then carried out—checking thickness tolerance, surface smoothness, purity, and physical integrity (no cracks, wrinkles or inclusions).
The foil is packaged under inert conditions (e.g., vacuum-sealed) to protect from oxidation and contamination. A certificate of analysis (COA) is included with each batch documenting chemical purity, thickness, and lot traceability.